

In the first part of this blog series, we outlined environmental advantages of using extrusion coating versus adhesive lamination when producing flexible packaging structures. We will now take a look at cost considerations to support your bottom line.
COST
End-use products demand good graphics, whether it’s by adhesive lamination or extrusion coating. This often requires a mono-colored background to contrast with the print, which can be pricey!
In adhesive lamination, a single color, high-content flood coat is applied in the gravure or flexo press. In extrusion coating, this is accomplished by introducing a colored pigment into a polymer masterbatch. This method can be 5 to 10 percent less expensive while also providing less pin-holing and improved opacity. In addition, fewer solvents are used and drying requirements are reduced by eliminating the flood coat.
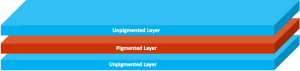
At one point, converters were concerned that pigment in the extrudate may result in plate-out on the die lips. Running a coextrusion structure with the skins as an unpigmented layer helped solve this issue. This is no longer a concern because the vast majority of pigment masterbatches have coatings to reduce agglomerates and prevent moisture infiltration. However, it should be noted that pigments might affect bond strengths. For this reason, a coextrusion arrangement like the one below may be needed.
To achieve specific performance in adhesive lamination, a substrate must already contain the characteristics you require. In essence, you pay for the conversion of your substrates before converting substrates and adhesive into a structure. With extrusion coating, it is possible to reduce conversion costs by having more of those structural characteristics in the pellet. For example. when considering a standard tri-lam structure, it is possible to down-gauge substrates and replace lost thickness with more extrudate. Assuming you can source thinner substrates by having more “pellet-to-product,” you may be able to reduce conversion costs.

In this example, there are three substrates. To maximize your “pellet-to-product” capability, consider reducing all three and replacing the reduction with extrudate. Your sealant web may be the best candidate for reduction or possible elimination, as long as other structural features are maintained.
If you are running two similar structures of differing thicknesses (single-use chip bag and a family-size bag), the structures are basically the same but vary in depth. In adhesive lamination, you have to stock each thickness of a substrate. In extrusion coating, you can simply increase or decrease the extrudate level. This enables you to stock the same substrates while modifying thickness based on structure.
In the next blog, we’ll compare extrusion coating and adhesive lamination processes in terms of performance. Stay tuned for the last part of this series!
Have questions about this blog or how Davis-Standard’s extrusion coating technology can support your process efficiency and profitability, contact us here.
Any other questions or inquiries, e-mail marketing.
Cheers,
The D-S Connect Blog Team
