

In the second part of our blog series on basic control functionality, we will explore process monitoring, emergency stop and safety functions, and different control options. This builds upon our last blog that reviewed two critical control functions for extruder operation, barrel temperature and screw speed. We hope this two-part series is beneficial in building your control systems knowledge.
Process Monitoring
Process monitoring of key variables is essential. Some variables have audible, visual, or shut-down alarms as needed depending on the importance to the process. This includes the following:
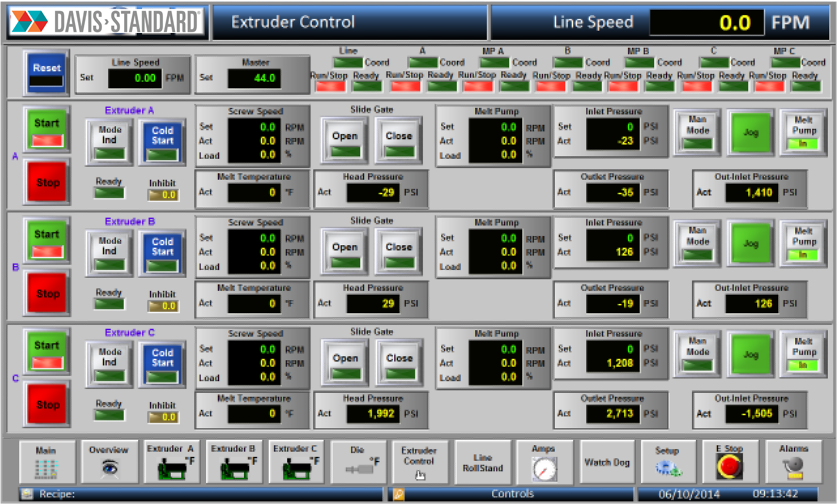
Pressure Indication – Extruder head pressure is a key indicator of extruder performance. It is also critical to protect the equipment from damage caused by process issues. The majority of extruders are provided with pressure indication and include dual alarms. Typical applications include two alarm levels. The first alarm level is a high-pressure warning which allows operators an opportunity to assess the condition and take corrective action. If pressure continues to increase, a second alarm will act as an extruder shutdown to protect the equipment from damage.
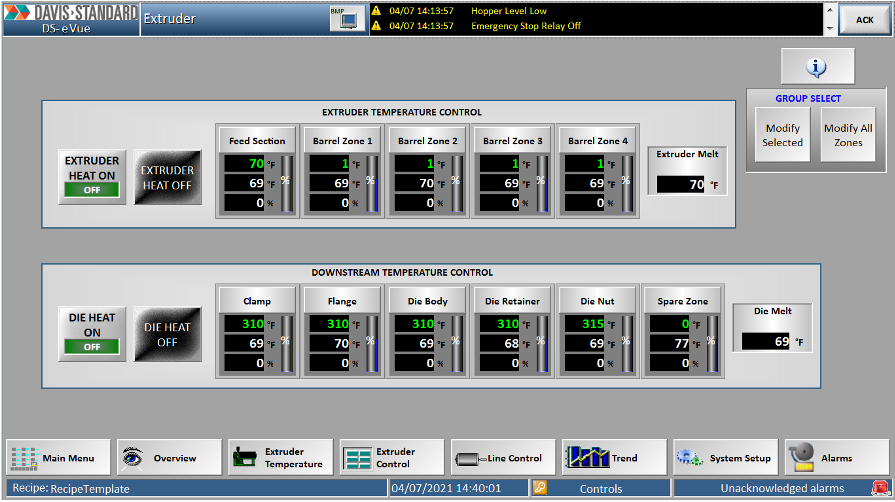
Product Temperature Monitor – Stability of the melt is of prime importance in maintaining quality of the final product. The viscosity of molten plastic is directly related to its temperature. The majority of control systems include a dedicated indicator of the melt temperature, which is often used to report product quality as it exits the extruder.
Screw Speed – Displaying screw speed provides operators with a quick view of extruder status. If the extruder control system includes HMI, this may be trended and viewed with other parameters to determine performance and stability.
Motor load provides an indication of the working load of the motor compared to the motor’s capacity. It is typically a display only. However, there are applications in which load is monitored by alarm indication if the motor load exceeds a pre-determined level. As with the screw speed, the motor load may be trended and used as an indicator of performance.
In addition to these basics, there are optional monitoring and alarms based on customer needs. These may include monitoring of the heater zone amp usage; monitoring and alarm of thrust housing lube oil; and alarms for extruder motor amperage, oil filter differential pressure, and machine movement.
Emergency Stop/Safety
All systems include an emergency stop (E-Stop). The primary purpose is to protect operators from injury. E-Stop is initiated by operators to shut down the line and eliminate the hazard. Categories are set by risk assessments and industry safety standards. An E-Stop may be a hardwired series circuit connected to safety-rated relays, or it may use safety-rated PLC’s.

Safety circuits differ from E-Stop. A safety circuit may disable a specific piece of line equipment and may be manually bypassed for certain operating functions. Safety circuits automatically engage due to an operator action. E-Stop is activated by the operator. Not all systems require safety circuits. The need is based on risk assessment of the individual piece of equipment. This may also include safety devices such as light curtains, safety mats and door switches.
Control Options
There are various types of controls based on process. We will highlight Davis-Standard’s four basic offerings.
Discrete – Discrete controls are typically recommended for customers who require low-tech, basic controls for a single extruder. Each discrete instrument is designed to perform a specific single function such as temperature controller, pressure indication, etc.
DS-eTPC II – This economical, touch-panel solution is ideal for small to mid-sized systems, and replaces basic discrete controls. It is limited to pre-engineered options, but ideal for customers requiring basic trending and data acquisition. The DS-eTPC is capable of controlling up to three extruders at once.
DS-eVUE – Designed for mid-size systems involving two to three extruders that require data collection or communication to third-party line controls. A custom PLC can be programmed and is available with software and hardware upgrades, graphic overview, custom reports and historical trending. The DS-eVUE operator interface utilizes an industrial panel PC which is Windows®-based OS, full-function SCADA (System Control and Data Acquisition), limited data tags, and a 19-inch widescreen monitor.
EPIC – For both mid-size and large complex systems, this is the best option. Processors receive a detailed overview, custom reporting, historical trending, event logs and data collection. It also features multi-level security and networking capability. As with the DS-eVUE, the EPIC operator is a Windows®-based Industrial PC. However, the EPIC SCADA version includes unlimited data tag capability and is supplied with a 22-inch widescreen monitor.
We are also excited to announce a new digital transformation option that will take line control to the next level. Stay tuned for more news about our DS Activ-Check™ system. Our extrusion controls team is always available to discuss any questions you may have about controls and control options. In the meantime, do not hesitate to contact us for support or comment below.
For any other questions, e-mail marketing.
Cheers,
The D-S Connect Blog Team