

Smarter processing and a healthier bottom line depend on our ability to use available technology to our advantage! When it comes to HDPE product applications such as pipe extrusion, we have found that groove feed extruders offer significant advantages over smooth bore extruders. These benefits include increased output, reduced melt temperature, improved mixing quality, and linear consistency. In terms of environmental and economic benefits, you can enjoy a smaller footprint, reduced operating costs, and improved energy efficiency. All of these factors can add up quickly! So, what is it about a groove feed extruder that makes these gains possible, and what are the criteria you should consider before opting for this technology?
First, let’s compare the operating principles of a smooth bore feed section versus a groove feed section. The frictional forces in an extruder exist between the barrel and solid bed to create forward conveying. A higher frictional force provides more efficient solids transport and vice versa. Due to the nature of groove feed design, frictional forces are higher, thus moving solids forward faster than a smooth bore extruder. This also enables higher processing rates with a lower melt temperature.
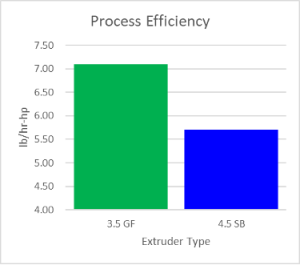
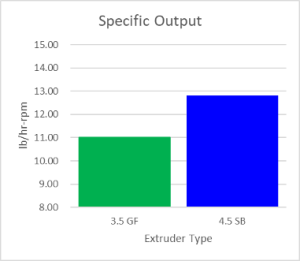
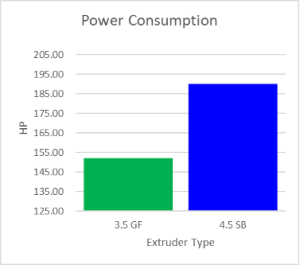
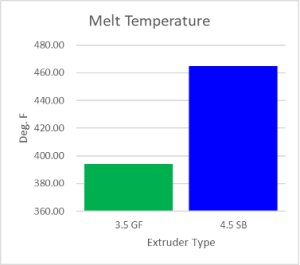
We conducted two case studies to illustrate the advantages offered by a groove feed extruder when compared to a smooth bore extruder while processing high-viscosity HDPE materials. Both case studies compare a 3.5-inch (90mm) 42:1 L/D groove feed extruder versus a 4.5-inch (114mm) 30:1 L/D smooth bore extruder. The first case study compares grooved and smooth bore performance while processing a 0.2 MI (Melt Index) HDPE, and the second uses an 8 HLMI, ( High Load Melt Index), bi-modal HDPE. Both case studies compare the performance of the extruders at 1100 pounds per hour. The performance data summarized in the charts highlight the advantages of using a high-performance groove feed extruder. In addition, these charts provide a screw performance comparison with groove feed represented in green or “GF” and smooth bore represented in blue or “SB.”
First, is the performance comparison when processing a 0.2 MI HDPE at 1100 pounds per hour:
Second is the performance comparison when processing 8 HLMI bi-modal HDPE at 1100 pounds per hour:
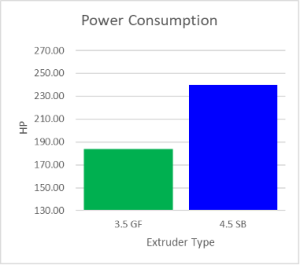
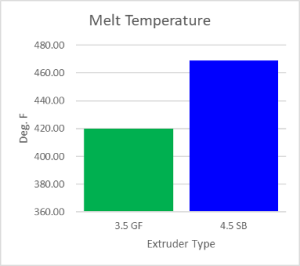
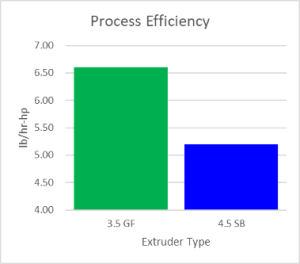
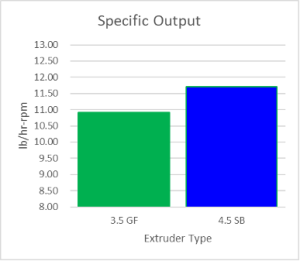
The performance data summarized by these figures clearly defines the advantages of using a groove feed extruder. In each case study, the groove feed achieved a lower melt temperature and reduced power consumption for improved energy efficiency.
What does this mean for your bottom line?
Reduced energy consumption equates to tangible savings for your operation. Using an 8000 per hour operating year at a cost of 10 cents/kW-hr, the first case study results in savings of 268,000 kW-hr and the second, a savings of 388,000kW-hr. This adds up to a cost reduction of $26,800 and $38,800 per year. From a sustainability perspective, using a modest figure of 0.85 pounds per kW-hr for electricity generation, the groove feed extruder would cut CO2 emissions by 227,800 and 329,800 pounds, respectively. In other words, groove feed extrusion has the capacity to improve your triple bottom line, offering social, environmental, and financial benefits.
Want to learn more about this topic? We have an on-demand webinar available – click here.
If you believe making the transition from smooth bore to groove feed would benefit your process, do not hesitate to contact us to discuss your options.
For any other questions, please don’t hesitate to reach out – email marketing.
Cheers,
The D-S Connect Blog Team